The $50,000 Mistake: When "Eco-Friendly" Meets Physics
The smell of a packaging disaster is distinct. It’s not just the sharp tang of ozone generated by overheating stamping machines; it’s the scent of panic in a logistics warehouse.
Consider this scenario, witnessed too often in Guangdong drying rooms: A luxury jewelry brand orders 50,000 rigid boxes. The founder, driven by a noble but uneducated ESG mandate, insisted on 100% Uncoated Post-Consumer Recycled (PCR) board. The procurement manager, tasked with cutting costs, selected a supplier offering chemically etched magnesium dies instead of CNC-milled brass.
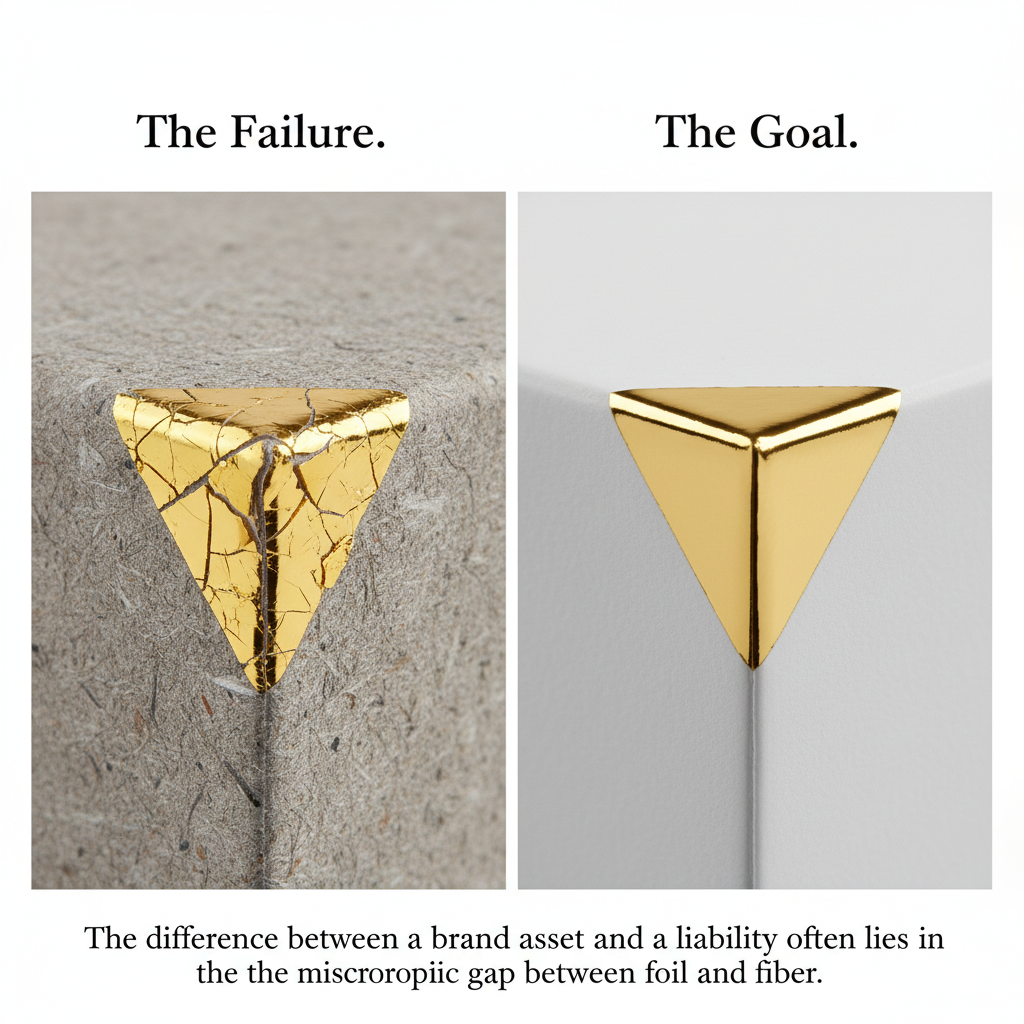
The result? Three weeks later, in a humidity-controlled boutique in New York, the gold logo didn't just shine—it flaked off. The foil, unable to anchor itself to the short, dusty fibers of the recycled paper, detached like cheap nail polish. The fuzzy, indistinct embossing looked less like a crisp architectural detail and more like water damage.
The entire batch was scrapped. The carbon footprint of manufacturing, shipping, and then incinerating 50,000 defective boxes far outweighed the "sustainability" gains of the recycled paper.
This is the engineering reality of high-end finishing. Physics does not care about your marketing narrative. If you ignore the friction between substrate, adhesive, and temperature, you are not building a brand; you are manufacturing waste.
The Hidden Cost of the "Cheap" Die
The Trap: Magnesium vs. Brass
In the procurement spreadsheet, the choice seems obvious.
- Magnesium Die (Etched): $50 - $80. Lead time: 1 day.
- Brass Die (CNC Milled): $300 - $600. Lead time: 5 days.
For a run of 500 boxes, magnesium is fine. For a run of 10,000 high-end jewelry boxes, magnesium is a liability.
Magnesium dies are created using acid etching. The acid bites down vertically, creating a straight wall. It cannot create a nuanced "shoulder" (the angle of the bevel). When this hits the paper under tons of pressure, it cuts rather than molds.

Furthermore, magnesium has poor heat retention. In a high-speed production line (2,000 sheets/hour), the die loses heat every time it hits the paper. Magnesium fluctuates. Brass acts like a cast-iron skillet—it holds the heat. This thermal stability is the only way to ensure the 1st box and the 10,000th box look identical.
The Engineering Trade-off: Tooling ROI
| Die Material | Edge Definition | Heat Stability | Run Life | Risk Factor | True Cost (per 10k units) |
|---|---|---|---|---|---|
| Magnesium | Low (Jagged edges common) | Poor (Fluctuates +/- 15°C) | < 5,000 hits | High. Risk of "fill-in" on fine text. | High. Potential for high rejection rates (10-15%). |
| Copper | Medium | Moderate | ~50,000 hits | Medium. Good for flat stamping, bad for embossing. | Moderate. A bridge solution. |
| CNC Brass | Extreme (Micron precision) | Excellent (Fluctuates +/- 2°C) | > 100,000 hits | Low. Allows for multi-level sculpting. | Lowest. Rejection rate < 1%. |
Experienced engineers know: The $300 saved on the die is lost in the first hour of downtime when the operator has to stop the machine to let the magnesium die recover temperature.
The Substrate Conflict: Roughness vs. Release
The "Hiss-Clunk" rhythm of a clam-shell press is the heartbeat of the workshop. But that sound changes when things go wrong. When foil fails to release, you hear a tearing sound—the sound of "Picking."
This is where the "Blind Sustainability" mindset destroys quality.
Foil stamping is not printing; it is a heat-activated adhesive transfer process. The foil carries a dry adhesive layer that must melt, penetrate the paper fibers, and cure instantly.
- Virgin Fiber (Coated): Long, uniform fibers. Smooth surface. The adhesive bonds instantly.
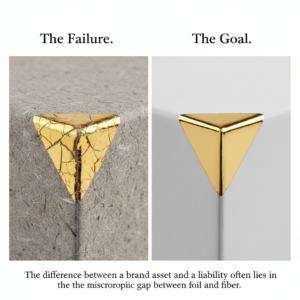
- 100% PCR (Uncoated): Short, broken fibers. High dust content. Uneven surface tension (Dyne level).
When you stamp foil onto raw, uncoated recycled board, two things happen:
- Capillary Action Failure: The porous paper sucks the melted adhesive away from the foil carrier before it can bond. Result: The foil doesn't stick.
- Surface Fracture: The pressure required to force the foil into the rough valley of the paper crushes the weak, short fibers. Result: The surface cracks or "crazes," looking like dried earth.
The Solution? Compromise.
Do not demand 100% PCR for the surface wrap. Use a hybrid substrate: a 100% recycled structural core (greyboard) wrapped in a paper with at least 30% virgin fiber content or a water-based primer coating. Brands like Fedrigoni or Gmund offer specific "Packaging Ranges" designed to bridge this gap. This provides the smooth "canvas" required for the adhesive to anchor, while still maintaining a credible eco-narrative.
Multi-Level Embossing: The "3D" Illusion
Standard embossing puts a bump on the paper. Luxury embossing sculpts the paper.
If your jewelry box logo looks flat and puffy, your supplier used a "single-level" die. To achieve the chiseled, light-catching effect seen on heritage luxury packaging, you need Multi-Level Sculpted Dies.
This requires a human engraver to program the CNC machine to carve varying depths—round curves for a serif font, sharp angles for a geometric logo. It creates a tactile landscape.
But here is the friction: You cannot do deep, multi-level embossing on standard 128gsm art paper. The paper will burst. You need long-fiber paper stock that has "stretch."
Critical Check: Ask your supplier for a "Blind Deboss" test on the specific paper stock. Run your finger over the back. If it feels rough or fractured, the fiber has snapped. The box will eventually tear at stress points.
The "Make-Ready" Reality
You are not paying for the stamping; you are paying for the Make-Ready (Setup).
A master technician spends 2-4 hours preparing the machine before the first production sheet is stamped. They paste tiny scraps of paper (tape) onto the counter-plate to increase pressure in specific areas—perhaps the tail of a letter 'g' isn't stamping clearly, or the center of a logo is too heavy.
This is an art form. It is manual, tedious, and dirty work.
The Procurement Fallacy:
When you beat a supplier down on unit price, they cannot afford a 4-hour make-ready. They will rush it in 30 minutes. They will simply crank up the overall pressure and heat to force the foil to stick.
- The Symptom: "Haloing" (a deep, ugly indentation around the foil) or "Orange Peel" (bubbles in the foil surface due to overheating).
- The Verdict: You saved $0.05 per box, and your packaging looks like a supermarket chocolate box instead of a jewelry case.
Forensic Q&A: The Uncomfortable Truths
Q: Our foil stamping passes the tape test in China, but falls off in our US warehouse. Why?
A: Thermal cycling and moisture. Uncoated paper is a sponge. In the humid container (ocean freight), the paper swelled. In your dry, air-conditioned warehouse, it shrank. The foil (plastic) and the paper (cellulose) expand and contract at different rates. If the adhesive bond wasn't mechanical (deep fiber penetration) but merely superficial, the shear force of the paper shrinking popped the foil off. Fix: Use an acrylic-based primer on the paper before stamping to seal the fibers.
Q: Why does our white logo on black paper look grey/transparent?
A: You are using the wrong pigment foil opacity. Standard pigment foils are semi-translucent. On dark black "soft-touch" paper, the black bleeds through. Fix: Specify "Double-Pass Stamping" (stamp twice in perfect register, expensive but effective) or switch to a "High-Opacity" serigraphic foil grade specifically designed for dark substrates (Consult Kurz or ITW ShineMark for opaque grades).
Q: Can we use "Cold Foil" to save money? It's faster.
A: For a jewelry box? No. Cold foil is a printing process (offset), not a stamping process. It is flat. It lacks the tactile indentation and the supreme brilliance of hot stamping. It looks "digital." For high-volume cosmetics cartons (toothpaste, shampoo), cold foil is fine. For a $500 ring, hot stamping is non-negotiable.
Q: Supplier says the fine text in our logo is "filling in." They want us to make the logo bigger. Do we have to?
A: Not necessarily. They are likely using a "General Purpose" foil. Ask them to switch to a "Fine Detail" / "Easy Release" foil formulation. These foils have a "tighter" release layer that breaks cleanly at the edge of the die, allowing for hairline strokes. If they don't know what you are talking about, switch suppliers.


